а вот подскажите последнее , и больше вас мучать не буду , размер станка вообще как лепить ? сколько вздумается или по чертежу ? ( не нашел ничего толкового по чертежам с разметкой) или его конечные размеры выставляются в программе ?
Какие хотелки и смотря что вы будете на нем пилить. С ДШИ я бы на многое не расчитывал. Для начала советую небольшой собрать для понимания принципов, а затем уже рисовать и советоваться, после уже только собирать нормальный станок. Просто когда небольшой соберете (для рисования) придет понимание что же вам от него будет нужно.
Не знаю, в кассу ли я тут, но вроде как тоже соовсем неспешно иду по пути к своему ЧПУ: есть Nema23, всякие цилиндрические рельсы, подшипники, ШВП 16мм - короче, были деньги, закупил на тридцатку для начала.
а вот подскажите последнее , и больше вас мучать не буду , размер станка вообще как лепить ? сколько вздумается или по чертежу ? ( не нашел ничего толкового по чертежам с разметкой) или его конечные размеры выставляются в программе ?
Размеры станка выбираются исходя из:
1. Доступного места в квартире/на балконе/в гараже/в мастерской
2. Обрабатываемого материала и конечного размера изделий (например, фанера обычно продается листами 1.5х1.5 метра, и всегда проще швырнуть на станок целый лист, чем кроить его сперва вручную - это я знаю по себе)
3. Финансовых возможностей, потому как начиная с определенного размера направляющие валы уже начинают гнуться посередине, и приходится брать уже не валы, а цилиндрические или профильные рельсы. Опять же, начиная с определенного размера уже нельзя просто так безнаказанно крутить ходовой винт, и приходится выдумывать конструкцию с ходовой гайкой, которая уже крутится вокруг статически закрепленного винта.
А конечные размеры получившегося станка уже - да, выставляются в программе.
Именно, что он из картона :) Даже чтобы карандашом водить необходимо обеспечить минимальную жесткость. по мимо карандаша там также присутсвуют и металические составляющие, которы весят прилично и их тоже необходимо удержать в нужном положении...
А 2 прохода это какая глубина? И как чисто получается рез. На фотках вроде все очень хорошо. Фанера 10мм или толще?
Да! Жёсткость наше всё!!! Эти схемы станков канули в далёкие 80-е, уже тогда я обслуживал станки с точностью на фрезеровании 2 микрона, на расточке - 1 микрон )))
Фрезеровать буду только ПП + буду раскраивать тонкий пластик на корпуса.
Также нужны фрезы для дерева (просто поиграться, серьезно заниматься фигурной резьбой пока что не буду)
TransmissionCNC довольно дорогой магазин в плане выбора фрез. Для фрезеровки пп 30 градусов можно взять, но лучше начать с 45 градусов и полкой в 0.2мм - будет сложнее сломать. Тоже могу сказать и про кукурузу 1мм.
Хотя я смотрю вы выбирали вариант подешевле. Если честно относительно недавно решился разориться на необходимые фрезы, набрал почти на 5тыр. Затаривался в Supermario: https://ru.aliexpress.com/store/618002 - фрезы там недешевые, но я ими доволен.
Разница в том, что сверлом можно делать только вертикальное погружение в материал, т.е. Сверлить дырки, а фрезами и вертикально и горизонтально т.е. Фрезеровать
материал какой хотите фрезеровать? Те что 1мм они для выпиливания платы по контуру. Нормально. Я пилю 0.8мм, но не одно сломал пока подобрал скорости хода и погружения, по 0.6мм за проход
фрезеровка плат без компенсатора глубины пустая затея
Подскажите, плиз.
Есть CNC простенький. Управляет UNO с сответсвующим шилдом и тремя драйверами на нем.
Периодически возникает сбой в управляющей программе GRBL и программа останавливается. Вернее, идут ошибки до передергивания порта. Если шпиндель подключен к реле и шилду - такое возникает чаще, чем если шпиндель запитан от отдельным проводом онт БП.
Попробовал конденасторов понатыкать, платы питания контроллера разные. Куда еще копать?
TransmissionCNC довольно дорогой магазин в плане выбора фрез. Для фрезеровки пп 30 градусов можно взять, но лучше начать с 45 градусов и полкой в 0.2мм - будет сложнее сломать. Тоже могу сказать и про кукурузу 1мм.
Эти граверы работают только по мягким материалам (дерево, пластик, мягкие металлы и т.п.), правильно?
На 45 градусов не могу найти дешевых. Или опять поиск на али глючит. Какими ключеными словами вы их ищете?
Кукуруза 1мм слишком хрупкая и стоит брать только от 1.5мм?
nevkon пишет:
Хотя я смотрю вы выбирали вариант подешевле. Если честно относительно недавно решился разориться на необходимые фрезы, набрал почти на 5тыр. Затаривался в Supermario: https://ru.aliexpress.com/store/618002 - фрезы там недешевые, но я ими доволен.
Да, я сперва думаю взять дешевые граверы для ПП чтоб подобрать оптимальные настройки реза, потом возьму что то подороже.
А вот кукурузы хочу взять сразу качественные. Пожалуй возьму те что по вашей ссылке.
Можете посбрасывать просто ссылки на фрезы которые когда либо заказывали с кратким отзывом стоит брать/не стоит.
axill пишет:
материал какой хотите фрезеровать? Те что 1мм они для выпиливания платы по контуру. Нормально. Я пилю 0.8мм, но не одно сломал пока подобрал скорости хода и погружения, по 0.6мм за проход
Я как раз и думал кроить ими (советский) текстолит. Но сначала попрактикуюсь на китайском одностороннем гетинаксе по 4 бакса за 10 плат.
0.8мм у вас долго живут? Какой у них ресурс? (примерно)
Карбидные сверла и фрезы в любительском смысле живут до первой ошибки) у меня за несколько лет ни одно сверло или фреза не затупились, но довольно много было сломано, особенно на этапе освоения
0.8мм фреза тоже пилить может "вечно", но одно неосторожное движение и она ломается
для выпиливания я использую довольно низкие скорости по XY и по глубине по 0.6мм за проход. Подобрано экспериментально с запасом. Чем меньше жиаметр фрезы тем менее интенсивно можно пилить. Но зато тем меньше пыли и более точный контур
Можете и 1мм сразу резать, нужно просто видеть какой станок у вас. Советую начать с глубины погружения 0.5мм и скоростью подачи 200мм/мин. Если звук реза будет мягкий, то можно будет увеличить скорость реза. Глубину реза увеличивать сразу не советую - лучше несколько раз пройти по немногу, при глубоком резе фреза гнется сильнее.
Шпиндель всего 80Вт (со временем буду ставить мощнее)
Может мне не стоит брать весь набор Titanium Coated Carbide End Mill Engraving Bits 1.0&1.5&2.0&2.5&3mm по причине маломощного шпинделя? Да и я не уверен что найду применение кукурузам 2мм и толще. Пользуетесь ли вы толстыми кукурузами?
Я отдал за него всего $143.69, доставка бесплатная priority line: ukraine express 7 — 12 business days. Доставили всего за 7 дней.
Станок хоббийный, своих денег стоит хотя бы по тому что работает сразу из коробки. Металл на нем нет смысла пробовать пилить, да и мне это не нужно. Платы на нем получаются хорошие, не хуже чем ЛУТовые, но тут многое зависит от настроек ПО.
Immortal покажите пример платы. Какие минимальные дорожки/промежуток получаются?
я свой станок купил много лет назад и так и не смог добиться приемлемого результата гравировки, слишком неравномерен текстолит по толщине. На профессиональных станках ставят компенсатор глубины который повторяет контур платы
Когда ко мне приедут нормальные фрезы я сделаю фото. Но боюсь это будет нескоро. Мне еще предстоит освоить весь софт используемый для получения G-кода из спринта или протеуса, подобрать скорости хода.
Шпиндель там 80Вт от отждельного БП на 24В
Шаговики питаются от другого БП на 12В
Контроллер от USB, хотя сделал ему отдельное питание через DC-DC плату с тех же 12В
Про перегрузку вы правы. При большой нагрузке на шпиндель перегрузка возникает чаще.
Но бывает и со слабой нагрузкой встает.
Помехи на питающих линиях мерить или где то еще?
Землю (минус) шпинделя и землю контроллера нужно объединять?
Когда ко мне приедут нормальные фрезы я сделаю фото. Но боюсь это будет нескоро. Мне еще предстоит освоить весь софт используемый для получения G-кода из спринта или протеуса, подобрать скорости хода.
Спирит в .PLT (туда же Corel) -> StepCam ->GBRL
Отдельно фрезеровка, отдельно сверление (можно разными диаметрами), отдельно резка контура.
Потом, если надо, конечный файл с G-кодами чуть ручками.
А вот кто умеет фрезеровку-выборку между дорожками делать?
Землю (минус) шпинделя и землю контроллера нужно объединять?
земли имеет смысл объединить, посадить на металлический корпус станка и туда же землю из розетки
у меня в какой то момент изменения конструкции станка начались самопроизвольные смещения по осям при работе шпинделя и так было пока землю из розетки не посадил на корпус станка. С тех пор еще много чего изменилось в том числе шпиндель, но земля так на корпусе и стоит
Контроллер от USB, хотя сделал ему отдельное питание через DC-DC плату с тех же 12В
Вот тут похоже и проблема. ШД при работе выдает всплески противоЭДС, это будет похуже помех. Попробуйте третий БП или изолированный преобразователь (так чтобы была полная развязка по питанию).
А вот кто умеет фрезеровку-выборку между дорожками делать?
коперкам умеет
покажите что получается по фрезеровке
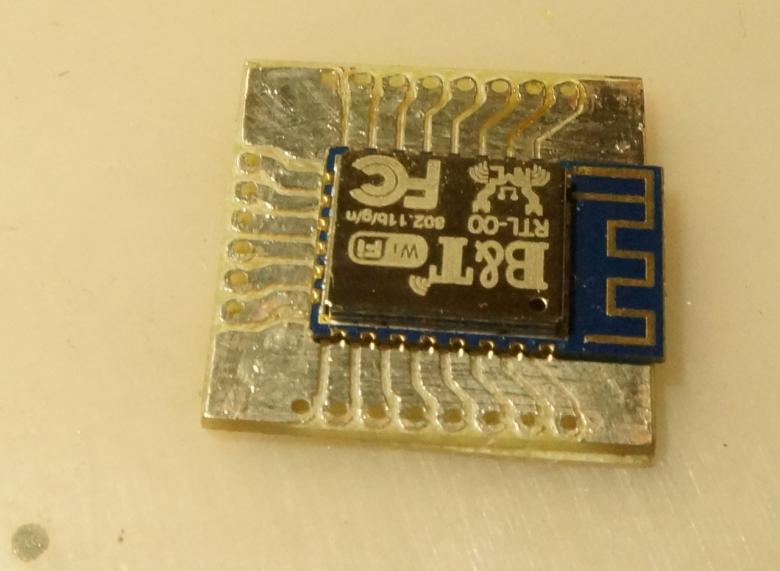
Вот недавно платку сделал для опторазвязки двух UART на 6N138. Для быстрого прототипирования самое то.
Красоты меньше чем в ЛУТ. Зато скорость изготовления нормальная. Гравировка - 0.1мм 30 градусов Скорость 150-300. Углубление на -0.2 чтобы все резалось и между дорожками было не очень узко.
Сверление и обрезка контура - 1.0 мм "кукуруза" и 0.8 из старых запасов.
Обрезка не разом а шагом по 0.3-0.4мм на скорости 100-120. Пробовал делать одним резом на 1.5мм - не расчитал скорость и поломал вольфрамовое сверлышко. Сейчас делаю по чуть-чуть.
Так как текстолит советский, у него лишняя медь подцепляется скальпилем и легко пинцетом отклеивается.
А вот на какой программе фрезеровку между дорожек делать. Только ArtCAM ?
для смд это не вариант, нужно хотя бы 0.3 дорожка, 0.2 промежуток
Для SMD можно и тоньше. Для SOIC8 делал, но там ног совсем мало. Фоток сейчас нету.
Или брать фрезу на 10-15 градусов или уменьшить углубление. Но если текстолит неровный, может непрорезать. Поэтому я предпочитаю на 0.2 углубляться, чтобы с запасом
Вообще с эстетикой плат еще работать и работать. Желательно дизайн под фрезеровку делать другой. Квадратные контакты, прямые дорожки, много земли
спасибо добрые люди =) огромное , у меня почти все получилось благодаря этому форуму =) ибо в других местах инфы мало и живых людей почти нет =(
а вот подскажите последнее , и больше вас мучать не буду , размер станка вообще как лепить ? сколько вздумается или по чертежу ? ( не нашел ничего толкового по чертежам с разметкой) или его конечные размеры выставляются в программе ?
Какие хотелки и смотря что вы будете на нем пилить. С ДШИ я бы на многое не расчитывал. Для начала советую небольшой собрать для понимания принципов, а затем уже рисовать и советоваться, после уже только собирать нормальный станок. Просто когда небольшой соберете (для рисования) придет понимание что же вам от него будет нужно.
Большой станок это очень дорого. В нем не просто жесткость обеспечить и ошибок наделаете. Начните с рабочим полем до 20*30см.
Не знаю, в кассу ли я тут, но вроде как тоже соовсем неспешно иду по пути к своему ЧПУ: есть Nema23, всякие цилиндрические рельсы, подшипники, ШВП 16мм - короче, были деньги, закупил на тридцатку для начала.
Настала пора проектировать, пришлось осваивать SolidWorks - туговато идёт, конечно, но первую модель вот этой вещи уже сделал: http://duxe.ru/product_info.php?cPath=37_71&products_id=455
Кому интересно, все создаваемые модели буду выкладывать вот сюда: https://drive.google.com/folderview?id=0Bzb96ijbjcmkSHlIV2FJUWlTZmM&usp=sharing
Вот тут можно скачать много разных стандартных деталей в 3d.
Вот тут можно скачать много разных стандартных деталей в 3d.
Спасибо, глянем.
а вот подскажите последнее , и больше вас мучать не буду , размер станка вообще как лепить ? сколько вздумается или по чертежу ? ( не нашел ничего толкового по чертежам с разметкой) или его конечные размеры выставляются в программе ?
Размеры станка выбираются исходя из:
1. Доступного места в квартире/на балконе/в гараже/в мастерской
2. Обрабатываемого материала и конечного размера изделий (например, фанера обычно продается листами 1.5х1.5 метра, и всегда проще швырнуть на станок целый лист, чем кроить его сперва вручную - это я знаю по себе)
3. Финансовых возможностей, потому как начиная с определенного размера направляющие валы уже начинают гнуться посередине, и приходится брать уже не валы, а цилиндрические или профильные рельсы. Опять же, начиная с определенного размера уже нельзя просто так безнаказанно крутить ходовой винт, и приходится выдумывать конструкцию с ходовой гайкой, которая уже крутится вокруг статически закрепленного винта.
А конечные размеры получившегося станка уже - да, выставляются в программе.
Для любителей обсудить жесткость станков:
http://www.instructables.com/id/High-Precision-Cardboard-CNC-Drawing-Mac...
И при чем здесь жесткость? Может точность?
Вы про станок водящий маркером по бумаге? Разве его нагрузка сравнима с фрезером?
Вы про станок водящий маркером по бумаге? Разве его нагрузка сравнима с фрезером?
Да он вообще, вроде бы, из картонной коробки вырезан. Смотрел невнимательно, может показалось...
Именно, что он из картона :) Даже чтобы карандашом водить необходимо обеспечить минимальную жесткость. по мимо карандаша там также присутсвуют и металические составляющие, которы весят прилично и их тоже необходимо удержать в нужном положении...
Сдесь гляньте,может ,что заинтересует.........http://www.ex.ua/77249222?r=23777
Сдесь гляньте,может ,что заинтересует.........http://www.ex.ua/77249222?r=23777
bla- bla - bla - ex.ua/77249222?r=23777
пробуйте ,только правильно!!!!!
скопируйте адрес,и вставьте в строку браузера
Скорость - 5 мм/сек, 2 прохода.
Спасибо.
А 2 прохода это какая глубина? И как чисто получается рез. На фотках вроде все очень хорошо. Фанера 10мм или толще?
Да! Жёсткость наше всё!!! Эти схемы станков канули в далёкие 80-е, уже тогда я обслуживал станки с точностью на фрезеровании 2 микрона, на расточке - 1 микрон )))
Только абсолютные энкодеры наше всё
скопируйте адрес,и вставьте в строку браузера
Мне часто встречаются ссылки, по которым можно просто кликнуть мышкой..
Движок форума часто портит ссылки, но в данном случае изначально битая ссылка, да еще и на заблокированном ресурсе (это не проблема, но сам факт).
Народ, посоветуйте мне набор фрез для ЧПУ. (Скоро буду собирать свой первый станок, никаких фрез/сверл у меня нет, опыта их выбора тоже ноль)
Нужен некоторый стартовый набор под цангу ER11 (подходят только фрезы с диаметром хвостовика 3.175mm).
Что посоветуете купить в первую очередь?
Мне уже насоветовали такой набор:
0.1мм 30градусов для фрезеровки печатных плат
Фрезы 1мм 10 шт
Набор фрез 10 шт 1.1-2мм
Фрезеровать буду только ПП + буду раскраивать тонкий пластик на корпуса.
Также нужны фрезы для дерева (просто поиграться, серьезно заниматься фигурной резьбой пока что не буду)
TransmissionCNC довольно дорогой магазин в плане выбора фрез. Для фрезеровки пп 30 градусов можно взять, но лучше начать с 45 градусов и полкой в 0.2мм - будет сложнее сломать. Тоже могу сказать и про кукурузу 1мм.
Хотя я смотрю вы выбирали вариант подешевле. Если честно относительно недавно решился разориться на необходимые фрезы, набрал почти на 5тыр. Затаривался в Supermario: https://ru.aliexpress.com/store/618002 - фрезы там недешевые, но я ими доволен.
Для резки брал кукурузу набором здесь: http://www.ebay.com/itm/10PCS-Titanium-Coated-Carbide-End-Mill-Engraving-Bits-1-0-1-5-2-0-2-5-3mm-/281445222896?hash=item41877149f0 - еще ни одна фреза не износилась.
Еще брал такие сверла:
http://www.ebay.com/itm/111524606505?var=410515854689&ssPageName=STRK:ME... - брал 0.3-1.2 и 1.1-2.0
Набор фрез 10 шт 1.1-2мм
это не фрезы, это сверла (drills)
Разница в том, что сверлом можно делать только вертикальное погружение в материал, т.е. Сверлить дырки, а фрезами и вертикально и горизонтально т.е. Фрезеровать
материал какой хотите фрезеровать? Те что 1мм они для выпиливания платы по контуру. Нормально. Я пилю 0.8мм, но не одно сломал пока подобрал скорости хода и погружения, по 0.6мм за проход
фрезеровка плат без компенсатора глубины пустая затея
Immortal
К выше перечисленному, ещё набор флейт со скруглённым концом.
Подскажите, плиз.
Есть CNC простенький. Управляет UNO с сответсвующим шилдом и тремя драйверами на нем.
Периодически возникает сбой в управляющей программе GRBL и программа останавливается. Вернее, идут ошибки до передергивания порта. Если шпиндель подключен к реле и шилду - такое возникает чаще, чем если шпиндель запитан от отдельным проводом онт БП.
Попробовал конденасторов понатыкать, платы питания контроллера разные. Куда еще копать?
USB кабель, питание, контроллер понять нафиг?
Как оргаанизовано питание, какой шпиндель. Очень высока вероятность помех либо нехватки питания.
Осциллографом смотреть надо наверное.
TransmissionCNC довольно дорогой магазин в плане выбора фрез. Для фрезеровки пп 30 градусов можно взять, но лучше начать с 45 градусов и полкой в 0.2мм - будет сложнее сломать. Тоже могу сказать и про кукурузу 1мм.
Эти граверы работают только по мягким материалам (дерево, пластик, мягкие металлы и т.п.), правильно?
На 45 градусов не могу найти дешевых. Или опять поиск на али глючит. Какими ключеными словами вы их ищете?
Кукуруза 1мм слишком хрупкая и стоит брать только от 1.5мм?
Хотя я смотрю вы выбирали вариант подешевле. Если честно относительно недавно решился разориться на необходимые фрезы, набрал почти на 5тыр. Затаривался в Supermario: https://ru.aliexpress.com/store/618002 - фрезы там недешевые, но я ими доволен.
Для резки брал кукурузу набором здесь: http://www.ebay.com/itm/10PCS-Titanium-Coated-Carbide-End-Mill-Engraving-Bits-1-0-1-5-2-0-2-5-3mm-/281445222896?hash=item41877149f0 - еще ни одна фреза не износилась.
Да, я сперва думаю взять дешевые граверы для ПП чтоб подобрать оптимальные настройки реза, потом возьму что то подороже.
А вот кукурузы хочу взять сразу качественные. Пожалуй возьму те что по вашей ссылке.
Можете посбрасывать просто ссылки на фрезы которые когда либо заказывали с кратким отзывом стоит брать/не стоит.
материал какой хотите фрезеровать? Те что 1мм они для выпиливания платы по контуру. Нормально. Я пилю 0.8мм, но не одно сломал пока подобрал скорости хода и погружения, по 0.6мм за проход
Я как раз и думал кроить ими (советский) текстолит. Но сначала попрактикуюсь на китайском одностороннем гетинаксе по 4 бакса за 10 плат.
0.8мм у вас долго живут? Какой у них ресурс? (примерно)
К выше перечисленному, ещё набор флейт со скруглённым концом.
Для каких материалов и видов эти флейты? В описании написано в основном про дерево.
Карбидные сверла и фрезы в любительском смысле живут до первой ошибки) у меня за несколько лет ни одно сверло или фреза не затупились, но довольно много было сломано, особенно на этапе освоения
0.8мм фреза тоже пилить может "вечно", но одно неосторожное движение и она ломается
для выпиливания я использую довольно низкие скорости по XY и по глубине по 0.6мм за проход. Подобрано экспериментально с запасом. Чем меньше жиаметр фрезы тем менее интенсивно можно пилить. Но зато тем меньше пыли и более точный контур
Можете и 1мм сразу резать, нужно просто видеть какой станок у вас. Советую начать с глубины погружения 0.5мм и скоростью подачи 200мм/мин. Если звук реза будет мягкий, то можно будет увеличить скорость реза. Глубину реза увеличивать сразу не советую - лучше несколько раз пройти по немногу, при глубоком резе фреза гнется сильнее.
http://ru.aliexpress.com/af/engraving-bits-45.html?ltype=wholesale&d=y&o...
Если взять пирамидки, а не плоские, то можно и 0.1мм полку, но они в 2 раза дороже.
nevkon
Станок у меня T8 DIY CNC Engraver Printer Machine
ход по осям: 130х110х45мм
Шпиндель всего 80Вт (со временем буду ставить мощнее)
Может мне не стоит брать весь набор Titanium Coated Carbide End Mill Engraving Bits 1.0&1.5&2.0&2.5&3mm по причине маломощного шпинделя? Да и я не уверен что найду применение кукурузам 2мм и толще. Пользуетесь ли вы толстыми кукурузами?
Я отдал за него всего $143.69, доставка бесплатная priority line: ukraine express 7 — 12 business days. Доставили всего за 7 дней.
Станок хоббийный, своих денег стоит хотя бы по тому что работает сразу из коробки. Металл на нем нет смысла пробовать пилить, да и мне это не нужно. Платы на нем получаются хорошие, не хуже чем ЛУТовые, но тут многое зависит от настроек ПО.
Такие брал для резки оргстекла (одну уже сломал, скорее всего перегрел):
http://ru.aliexpress.com/item/NEWEST-5x-1-8-Titanium-N2-Coated-Carbide-O...
Такие для работы с алюминием:
http://ru.aliexpress.com/item/5pcs-1-8-3-175mm-Carbide-CNC-End-Milling-C...
Эти я так и непонял для гравировки чего годятся, пробовал ими делать чистовую по дереву, острые уже переломал:
http://ru.aliexpress.com/item/NEW-ARRIVAL-Wholesale-20pcs-1-8-Tungsten-C...
Здесь можно подобрать сверла часто используемого размера, хотя я первичный набор не убил, но взял в запас по десятку наиболее часто используемых:
http://ru.aliexpress.com/store/group/PCB-Engraving-Router-Bit/618002_504...
3мм пользую для резки дерева, остальные тонковаты. И весь ряд пользую для резки эбонита (твердого пластика типа углепласта который не плавится).
Вот нашел, в избранных магазинах, совсем дешевые сверла, если и хлам, то не жалко будет:
http://ru.aliexpress.com/store/product/Free-Shipping-Discount-10pcs-0-3-...
Immortal покажите пример платы. Какие минимальные дорожки/промежуток получаются?
я свой станок купил много лет назад и так и не смог добиться приемлемого результата гравировки, слишком неравномерен текстолит по толщине. На профессиональных станках ставят компенсатор глубины который повторяет контур платы
в итоге я на станке сверлю, а дальше ЛУТ
axill,
Когда ко мне приедут нормальные фрезы я сделаю фото. Но боюсь это будет нескоро. Мне еще предстоит освоить весь софт используемый для получения G-кода из спринта или протеуса, подобрать скорости хода.
К выше перечисленному, ещё набор флейт со скруглённым концом.
Для каких материалов и видов эти флейты? В описании написано в основном про дерево.
Да, это как раз для дерева. Вы просили посоветовать для проиграться.
Пользуетесь ли вы толстыми кукурузами?
Кукурузу 3мм я использую часто, для выравнивания площадки под крепление детали, для черновой обработки, когда надо много лишнего снять.
Про платы "не хуже ЛУТа" вв написали в утвержительной форме) так делали уже или планируете?
какой софт? Лучшее что мне попалось и яем я пользуюсь для сверления это coppercam
Как оргаанизовано питание, какой шпиндель. Очень высока вероятность помех либо нехватки питания.
Станок вот этот
http://samopal.pro/cnc1/
Шпиндель там 80Вт от отждельного БП на 24В
Шаговики питаются от другого БП на 12В
Контроллер от USB, хотя сделал ему отдельное питание через DC-DC плату с тех же 12В
Про перегрузку вы правы. При большой нагрузке на шпиндель перегрузка возникает чаще.
Но бывает и со слабой нагрузкой встает.
Помехи на питающих линиях мерить или где то еще?
Землю (минус) шпинделя и землю контроллера нужно объединять?
axill,
Когда ко мне приедут нормальные фрезы я сделаю фото. Но боюсь это будет нескоро. Мне еще предстоит освоить весь софт используемый для получения G-кода из спринта или протеуса, подобрать скорости хода.
Спирит в .PLT (туда же Corel) -> StepCam ->GBRL
Отдельно фрезеровка, отдельно сверление (можно разными диаметрами), отдельно резка контура.
Потом, если надо, конечный файл с G-кодами чуть ручками.
А вот кто умеет фрезеровку-выборку между дорожками делать?
Землю (минус) шпинделя и землю контроллера нужно объединять?
земли имеет смысл объединить, посадить на металлический корпус станка и туда же землю из розетки
у меня в какой то момент изменения конструкции станка начались самопроизвольные смещения по осям при работе шпинделя и так было пока землю из розетки не посадил на корпус станка. С тех пор еще много чего изменилось в том числе шпиндель, но земля так на корпусе и стоит
А вот кто умеет фрезеровку-выборку между дорожками делать?
коперкам умеет
покажите что получается по фрезеровке
Шаговики питаются от другого БП на 12В
Контроллер от USB, хотя сделал ему отдельное питание через DC-DC плату с тех же 12В
Вот тут похоже и проблема. ШД при работе выдает всплески противоЭДС, это будет похуже помех. Попробуйте третий БП или изолированный преобразователь (так чтобы была полная развязка по питанию).
А вот кто умеет фрезеровку-выборку между дорожками делать?
коперкам умеет
покажите что получается по фрезеровке
Вот недавно платку сделал для опторазвязки двух UART на 6N138. Для быстрого прототипирования самое то.
Красоты меньше чем в ЛУТ. Зато скорость изготовления нормальная.
Гравировка - 0.1мм 30 градусов Скорость 150-300. Углубление на -0.2 чтобы все резалось и между дорожками было не очень узко.
Сверление и обрезка контура - 1.0 мм "кукуруза" и 0.8 из старых запасов.
Обрезка не разом а шагом по 0.3-0.4мм на скорости 100-120. Пробовал делать одним резом на 1.5мм - не расчитал скорость и поломал вольфрамовое сверлышко. Сейчас делаю по чуть-чуть.
Так как текстолит советский, у него лишняя медь подцепляется скальпилем и легко пинцетом отклеивается.
А вот на какой программе фрезеровку между дорожек делать. Только ArtCAM ?
Дорожки минимальные 0.5-0.6? Промежуток наверно 0.4
для смд это не вариант, нужно хотя бы 0.3 дорожка, 0.2 промежуток
Дорожки минимальные 0.5-0.6? Промежуток наверно 0.4
для смд это не вариант, нужно хотя бы 0.3 дорожка, 0.2 промежуток
Для SMD можно и тоньше. Для SOIC8 делал, но там ног совсем мало. Фоток сейчас нету.
Или брать фрезу на 10-15 градусов или уменьшить углубление. Но если текстолит неровный, может непрорезать. Поэтому я предпочитаю на 0.2 углубляться, чтобы с запасом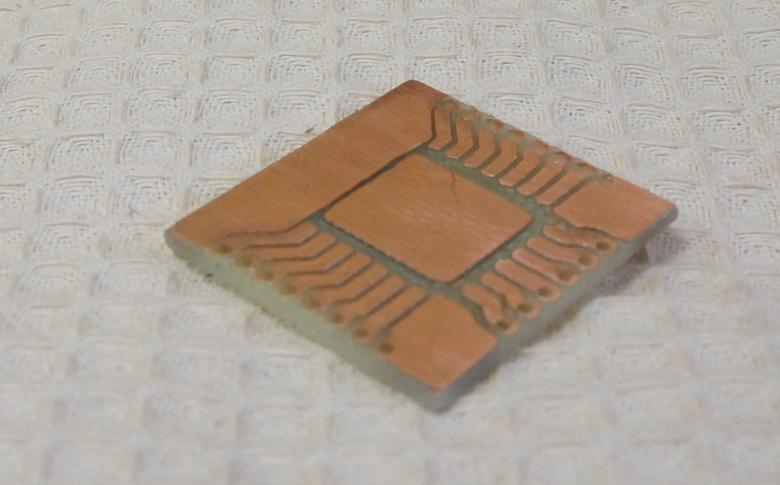
Вообще с эстетикой плат еще работать и работать. Желательно дизайн под фрезеровку делать другой. Квадратные контакты, прямые дорожки, много земли
Только, навреное, не Спринте нужно рисовать
Даже если у вас грбл, то можно перед фрезеровкой отсканировать поверхность (советуют сетку в 4-5мм) и снимать слой 5 соток, а не 20.
Тогда и инструмент будет дольше на текстолите жить. Только производство дольше (особенно для двухсторонней платы).
Даже если у вас грбл, то можно перед фрезеровкой отсканировать поверхность (советуют сетку в 4-5мм) и снимать слой 5 соток, а не 20.
Тогда и инструмент будет дольше на текстолите жить. Только производство дольше (особенно для двухсторонней платы).
А сканирование автоматически возможно?
GRBL Controller вроде не поддерживает его?
По производству - быстрый прототип самое то фрезеровать. А вот тираж несколько штук точно лучше травить. Хотя сверление все равно на станке